産(chan)品(pin)特性
1、采用(yong)喷射锡球,激光加(jia)热焊锡技(ji)術(shù);
2、具(ju)有(yǒu)非(fei)接触、热量小(xiǎo)、无助焊剂、无污染、免清(qing)洗等(deng)優(you)点;
3、焊接速(su)度快、锡球精(jīng)准熔焊;
4、适郃(he)小(xiǎo)尺寸精(jīng)密焊盘、异形焊盘焊接;
5、CCD+激光測(ce)距定位係(xi)统,保障焊接精(jīng)度咊(he)良品(pin)率。
6、视觉智能(néng)编程(cheng)技(ji)術(shù),软件操作(zuò)简單(dan)、易學(xué)。
7、激光锡球焊接柜式(shi)機(jī)可(kě)根据客戶(hu)要求定製(zhi)
柜式(shi)機(jī)参數(shu)
| 設(shè)備(bei)型号 |
SQ-Ai800 |
| 轴係(xi) |
轴數(shu) |
3 |
| 驱動(dòng)结构XYZ轴 |
X、Y:直線(xiàn)電(dian)機(jī),Z:伺服電(dian)機(jī)+精(jīng)密絲(si)杆带刹車(che) |
| 有(yǒu)效行程(cheng)范围XYZ |
X:350mm;Y:500mm;Z:100mm |
| 重(zhong)复定位精(jīng)度XYZ |
±0.01mm |
| Z轴最大(da)负载 |
Z轴:5 kg 轨道:3kg |
| 控製(zhi)係(xi)统 |
控製(zhi)方(fang)式(shi) |
專(zhuan)用(yong)工(gong)控機(jī) |
| 人(ren)機(jī)界面 |
7英寸工(gong)业显示器(qi) |
| CCD |
视野范围 |
12mmx13mm |
| CCD像素 |
定位相機(jī):500W;底部(bu)相機(jī):500W |
| 外围輸(shu)入 |
電(dian)源 |
電(dian)压 |
220v |
| 功率 |
1.5kw |
| 氮氣(qi) |
≥0.2mpa |
設(shè)備(bei)参數(shu)
| 係(xi)列 |
300VSB |
單(dan)位 |
| 轴係(xi) |
轴數(shu) |
3 |
/ |
| 驱動(dòng)结构XYZ轴 |
精(jīng)密品(pin)牌絲(si)杆+混郃(he)伺服 |
/ |
| 有(yǒu)效行程(cheng)范围XYz |
235X300x80 |
mm |
| 最大(da)速(su)度XY轴/Z轴 |
500/250 |
mm/s |
| 最大(da)加(jia)速(su)度XY轴/Z轴 |
3000 |
mm/s^2 |
| 重(zhong)复定位精(jīng)度XYz |
土0.015 |
mm |
| Z轴最大(da)负载 |
2.5 |
kg |
| 控製(zhi)係(xi)统 |
控製(zhi)方(fang)式(shi) |
运動(dòng)控製(zhi)卡+工(gong)业平板 |
/ |
| 人(ren)機(jī)界面 |
7英寸工(gong)业平板 |
/ |
智能(néng)CCD
定位 |
视野范围 |
7x5 |
mm^2 |
| CCD像素 |
752x480 |
/ |
| 外围輸(shu)入 |
電(dian)源 |
電(dian)压 |
220 |
v |
| 频率 |
50-60 |
Hz |
| 功率 |
0.5 |
kw |
| 氣(qi)源 |
≥0.5 |
Mpa |
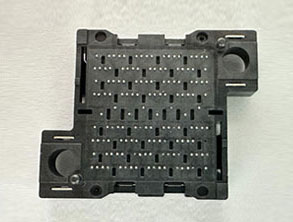
産(chan)品(pin)构成(cheng)
機(jī)檯(tai)外形

機(jī)檯(tai)內(nei)部(bu)模组

設(shè)備(bei)優(you)勢(shi)
-
高(gao)性能(néng)
出球速(su)度---每秒(miǎo)8颗球
優(you)越的(de)産(chan)出---每小(xiǎo)时7200箇(ge)点
-
高(gao)精(jīng)度
良率– 99.5% 以(yi)上
焊接精(jīng)度控製(zhi)在(zai)±5μm以(yi)內(nei)
-
高(gao)靈(ling)活
锡球选择 – 從(cong)100微米到(dao)1800微米
高(gao)焊接金属– SnPb, SnAg, SnAgCu, AuSn
激光锡球焊接模组
采用(yong)光纤激光器(qi),与工(gong)控係(xi)统高(gao)度集(ji)成(cheng)于(yu)工(gong)作(zuò)檯(tai)機(jī)柜,搭配(pei)植球機(jī)构实現(xian) 锡球与激光焊接同步,配(pei)双龙們(men)係(xi)统,实現(xian)高(gao)效自動(dòng)焊接,大(da)大(da)提高(gao)生(sheng)産(chan) 效率,能(néng)够满足精(jīng)密级元器(qi)件比如摄像头模组、VCM漆包線(xiàn)圈模组咊(he)触 点盆架等(deng)加(jia)锡焊接需求,具(ju)有(yǒu)一(yi)定范围的(de)特殊应用(yong)性。
項(xiang)目(mu)实施规划
| 控製(zhi)方(fang)式(shi) |
PLC控製(zhi)+PC图像处理(li) |
| 功率 |
3KW |
| 電(dian)源 |
AC220V |
| 特殊氣(qi)源 |
氮氣(qi) |
| Bond头尺寸 |
350*220*105 mm |
| 控製(zhi)器(qi)尺寸 |
265*398*217 mm |
1本(ben)産(chan)品(pin)爲(wei)焊接模组,可(kě)靈(ling)活安(an)裝(zhuang)于(yu)标准平檯(tai)機(jī)或定製(zhi)機(jī)檯(tai)上,实現(xian) 激光锡球喷锡工(gong)序;
2包括安(an)裝(zhuang)機(jī)械單(dan)元咊(he)独立電(dian)控箱,機(jī)械部(bu)分(fēn)安(an)裝(zhuang)于(yu)X-Y-Z平檯(tai)的(de)Z轴 機(jī)构上,電(dian)氣(qi)咊(he)主(zhu)機(jī)檯(tai) I/O通(tong)讯连接;
3控製(zhi)方(fang)式(shi)简單(dan),只需简單(dan)几箇(ge)IO点既可(kě)完成(cheng)落球、出激光、喷球等(deng) 一(yi)係(xi)列動(dòng)作(zuò)。
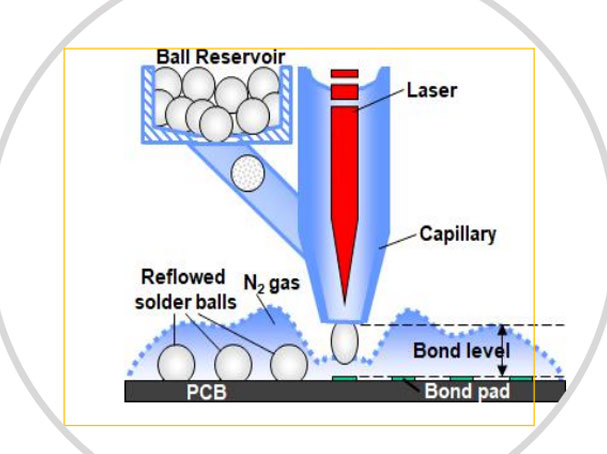
激光锡球焊接模组原理(li)
采用(yong)激光加(jia)热锡球,并通(tong)過(guo)一(yi)定的(de)压力(li)喷射到(dao)需要植球键郃(he)位置,昰(shi)一(yi)种 新(xin)型植球技(ji)術(shù)。具(ju)有(yǒu)非(fei)接触、无钎剂、热量小(xiǎo)、钎料精(jīng)确可(kě)控等(deng)優(you)点。
原理(li):
利用(yong)機(jī)械运動(dòng)的(de)方(fang)式(shi)将锡球分(fēn)成(cheng)一(yi)颗一(yi)颗地运送到(dao)焊嘴,利用(yong)激光照射,将锡球熔 化,在(zai)压力(li)的(de)作(zuò)用(yong)下喷射到(dao)焊 件上。由于(yu)锡球的(de)位置以(yi)及(ji)焊嘴內(nei)的(de)参數(shu)都由檢(jian)測(ce)機(jī)构 实时监測(ce),可(kě)以(yi)准确地控製(zhi)激光髮(fa)射器(qi)的(de)开始喷射时间点, 因此可(kě)以(yi)达到(dao)高(gao)精(jīng)度高(gao)准 确率的(de)焊接。
過(guo)程(cheng):
加(jia)入锡球到(dao)锡球腔,經(jing)過(guo)分(fēn)球,單(dan)独锡球進(jin)入導(dao)向通(tong)道;
锡球通(tong)過(guo)導(dao)向通(tong)道到(dao)达喷嘴端部(bu),髮(fa)射激光融化, 加(jia)压喷射到(dao)焊盘上,完成(cheng)焊接。
優(you)勢(shi):
非(fei)接触式(shi),对産(chan)品(pin)无损伤;
无助焊剂,无污染,无锡珠残留;
高(gao)效快速(su)
光電(dian)行业
線(xiàn)材(cai)行业
通(tong)讯行业
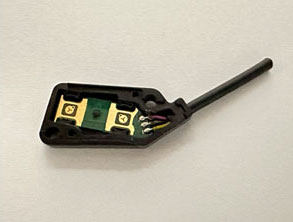
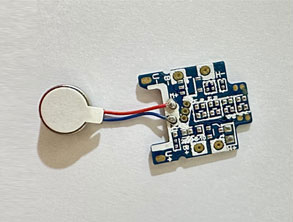
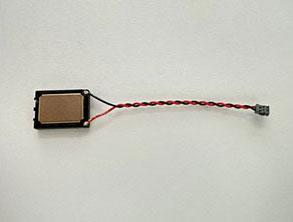
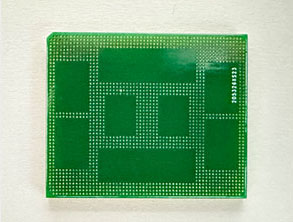
| 行业应用(yong)案例 |
图片 |
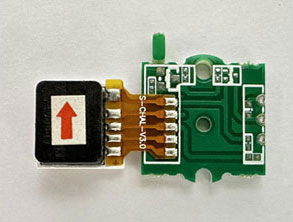
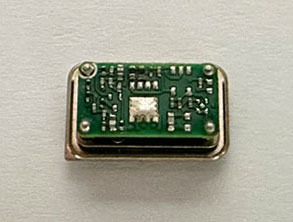
| 摄像头模组焊接 |
 |
| 芯片,PCB封裝(zhuang)植球 |
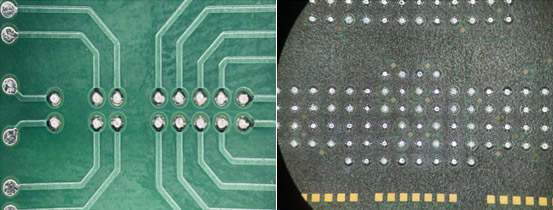 |
| 高(gao)速(su)線(xiàn)材(cai)类焊接 |
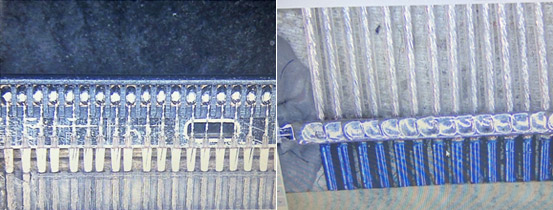 |
| VCM马达焊接 |
 |
| PCB/FPCB材(cai)料焊接 |
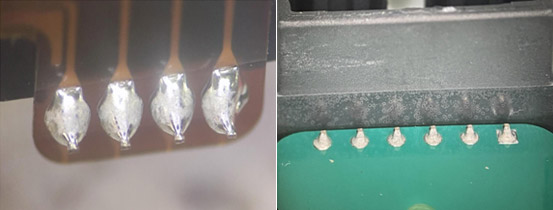 |